

联系我们

当前位置:
聊城 液压机械(株洲市分公司) >株洲本地热动态
滚压管研磨管生产厂家优选好材铸造好品质
更新时间:2025-05-30 11:30:34 ip归属地:株洲,天气:多云转小雨,温度:18-31 浏览次数:12 公司名称:聊城 液压机械(株洲市分公司)
以下是:滚压管研磨管生产厂家优选好材铸造好品质的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 1公斤 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
以下是:滚压管研磨管生产厂家优选好材铸造好品质的图文视频


滚压管研磨管生产厂家优选好材铸造好品质,液压机械(株洲市分公司)专业从事滚压管研磨管生产厂家优选好材铸造好品质,联系人:高经理,电话:【17706353138】、【17706353138】,发货地:辽河路燕山路交叉口南500米东首,以下是滚压管研磨管生产厂家优选好材铸造好品质的详细页面。 湖南省,株洲市 株洲市,古称建宁,湖南省辖地级市,长株潭城市群核心城市、长江中游城市群城市之一,位于湖南东部、湘江下游;截至2022年,下辖5区、3县,代管1个县级市,总面积11200平方千米;常住人口387.11万人。
想要更直观地感受滚压管研磨管生产厂家优选好材铸造好品质产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:滚压管研磨管生产厂家优选好材铸造好品质的图文介绍


珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
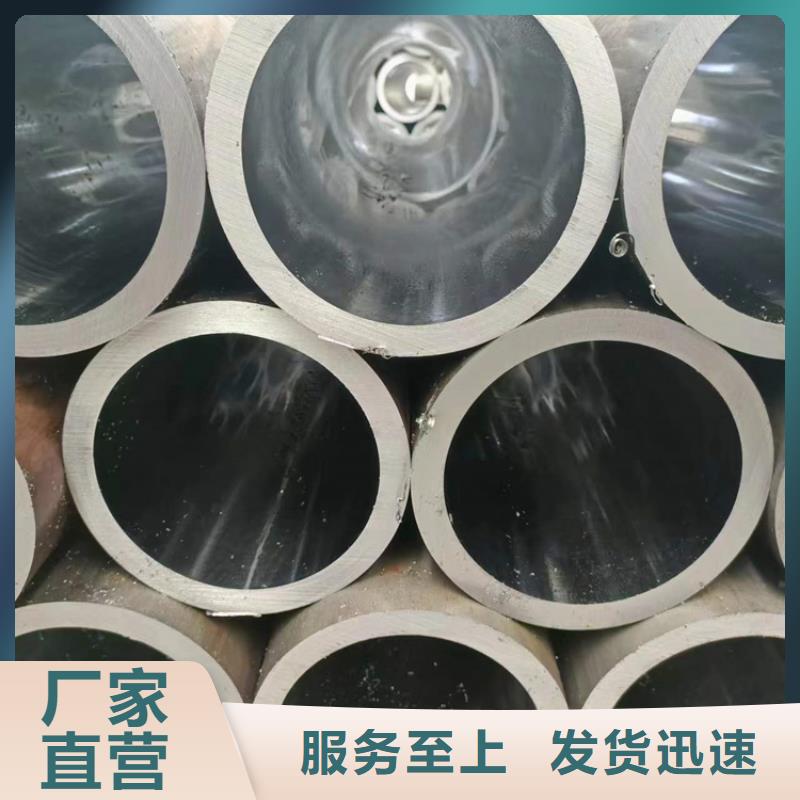
滚压管



珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
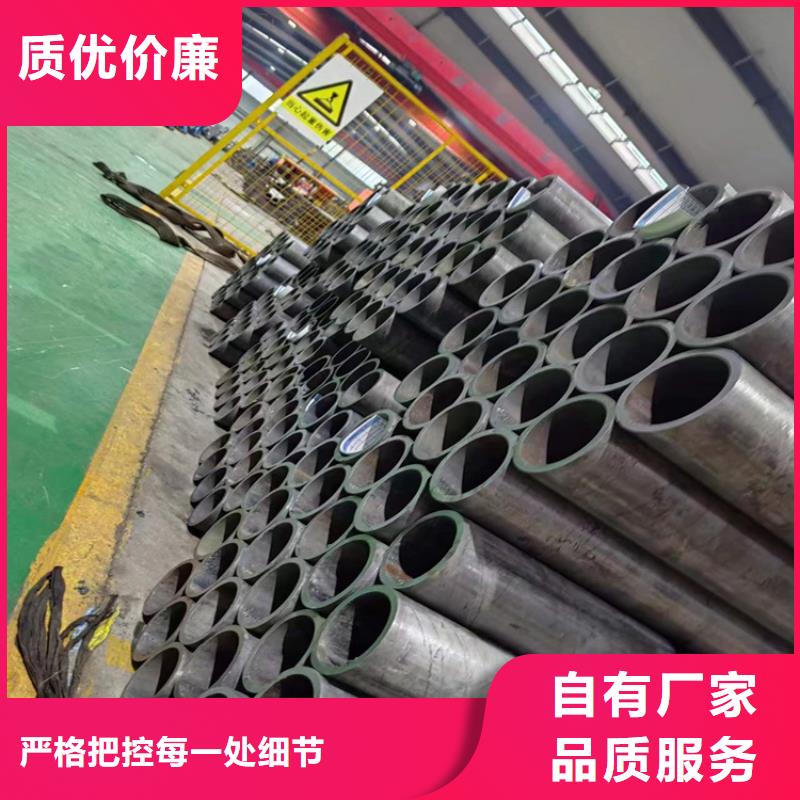
滚压管

珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管


珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以和避免的,在使用和维修中应采取以下措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管



液压机械(株洲市分公司)是一家集加工销售经营于一体的 调质光轴企业。我公司至成立以来一直致力于 调质光轴的直营服务,想要打造一个让客户省心,放心,安心的销售团队。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信“求实、发展、创新”是我公司的经营宗旨,热忱欢迎广大不锈钢用户及同仁光临我公司,共创辉煌。 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供 调质光轴产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求完美,真诚到永远”的原则竭诚为广大客户服务。 本公司的经营理念:“同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉”。



珩磨管油缸管绗磨管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管
厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。



在湖南省株洲市采购滚压管研磨管生产厂家优选好材铸造好品质请认准液压机械(株洲市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-【17706353138】,地址:辽河路燕山路交叉口南500米东首)。