

联系我们

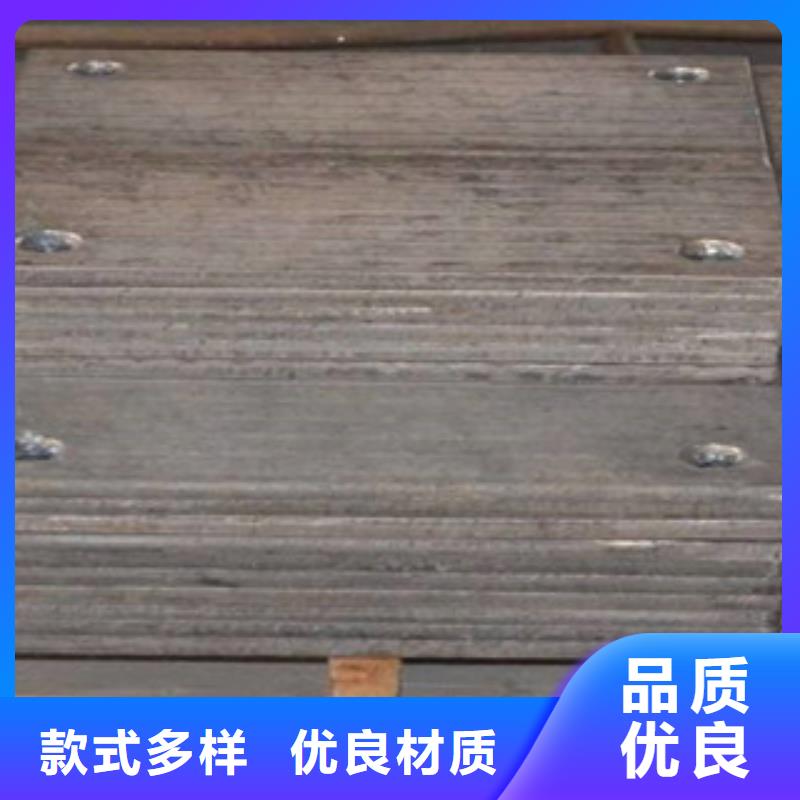
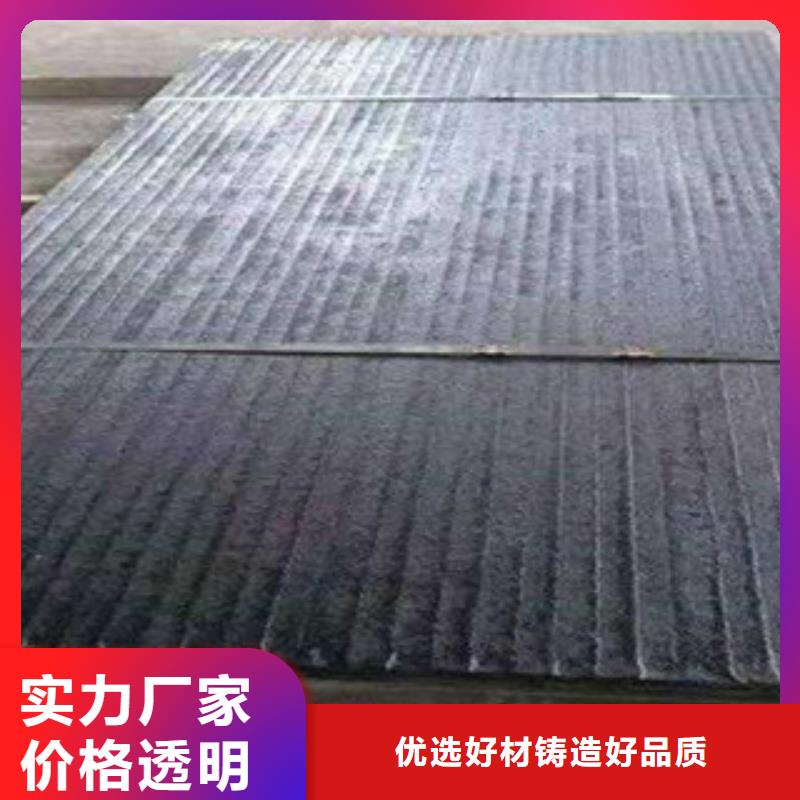
钢板合金管多年行业积累
更新时间:2025-05-29 03:57:40 ip归属地:阳江,天气:中雨转阵雨,温度:25-30 浏览次数:3 公司名称:天津 鑫铭万通商贸(阳江市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
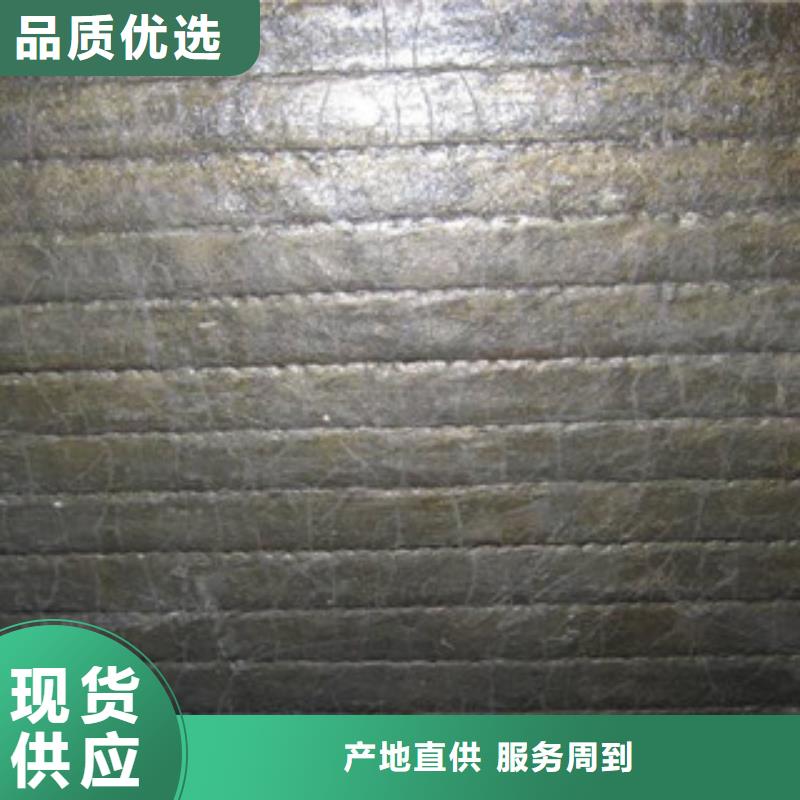


双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。

锅炉管


为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



鑫铭万通商贸(阳江市分公司)应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 锅炉管客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。



